玻璃表面质量的检测 ---晶新科技视觉检测
玻璃表面质量的检测 ---晶新科技视觉检测玻璃表面质量的检测
随着经济的发展,工业和民众对玻璃的需求日趋增加,对高质量玻璃的需求也越来越大。对于玻璃的生产厂家而言,生产出质量高的玻璃是非常迫切的。这不仅需要提高玻璃的熔炼技术,也需要相应地提高对玻璃缺陷的检测技术。一般来说,不允许玻璃中有大量的明显的缺陷,否则会影响玻璃的外观质量,降低玻璃的均一性和透光性,降低玻璃的机械性能和热稳定性,造成大量的废品和次品。鉴于此,一套切实可用的玻璃表面质量检测设备是非常需要的。
https://shop1479314641484.1688.com/
http://www.jingxinsztech.com/
玻璃表面质量的在线自动检测是对玻璃质量进行控制的重要手段,是稳定玻璃质量的关键所在。通过对玻璃表面质量的在线检测,可以对玻璃表面质量缺陷进行判别和分类,从而可以更好地判断玻璃制造工艺过程中存在的各种问题,指导技术人员对其进行分类和调整。此外,通过对玻璃表面质量的在线检测,还可以更加准确、快速地对玻璃进行分类和分割。
这不但提高了成品率,而且降低了工人的劳动强度。
对玻璃表面质量进行识别与检测的原理为:在玻璃外观质量缺陷中,出现频率比较高的只要有气泡、夹杂、畸形、裂纹等。因此检测这些缺陷是任何一个检测系统必须要达到功能要求。由于玻璃是透明制品,无缺陷的玻璃样本质地均匀,表面光滑、洁净,如果对其进行照明之后进行图像采集时,获取的视觉图像整体灰度的均匀性较好,相邻像素点间的灰度值变化也较小。然而对于存在缺陷的玻璃,对其进行图像处理的时候,对于各种不同的缺陷,产生的图像畸形也不会相同。如果玻璃内部含有气泡缺陷,由于内部气泡是在压模过程中形成的,其内部是残留的空气,透射光在其表面发生折射,在灰度图像中气泡边缘处的灰度值低于周围背景的灰度值;表面缺陷是由于外力造成的损伤,它使破损处光洁度降低,光线透射下降,同时,在缺陷边缘处也会发生光线的折射,使得灰度图像中局部灰度值与其周围背景相比有较大的变化,破损处边缘及其内部的灰度值均低于背景灰度值。因此,基于玻璃缺陷的以上视觉图像特征,利用图像处理技术可以玻璃的缺陷进行检测与分类。
- 系统描述
- 系统组成
2:照明设计
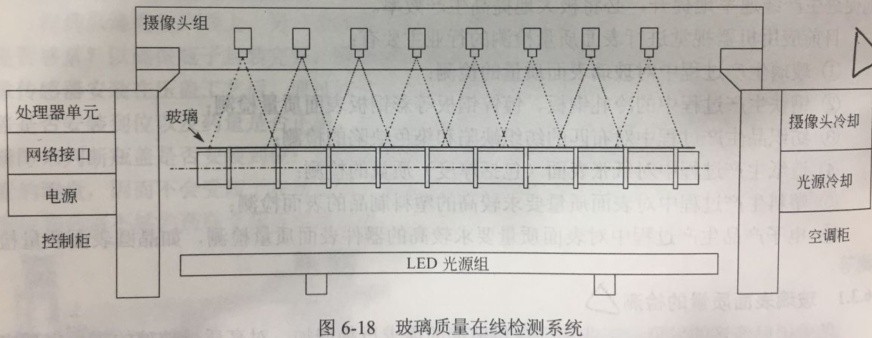
光源可分为自然光源和人造光源两类,自然光源使用不方便且其发光特性不容易控制,一般不适合用作图像采集系统的照明光源。人造光源有许多种,诸如卤素灯、日光灯、LED照明光源、高频荧光灯。日光灯为常用的照明光源,其价格便宜。LED照明光源是一种新型的照明光源,其使用寿命长,响应速度快,光强基本不变,有多种颜色可供选择。从长远来看,运行成本比较低。而且,CDD感光芯片对红光波长敏感,因此,检测系统适宜选用红光LED光源作为照明光源。
照明方式采用背光照方式中的正透视的照明方式,即在玻璃的背面放置光源,光线经玻璃透射进入摄像机镜头,如图6-18所示,光源采用发光二极管阵列,垂直于玻璃运动方向(X方向)。在计算机控制下,二极管阵列在X方向分为两想交替闪亮,同一时刻只有一相起作用,每一相的强度是总强度的50%。这种方式使玻璃图像背景与目标层次分明,使玻璃图像中缺陷目标边缘特征得到了增强,能够产生比较清晰、明确的边缘,在后续图像处理步骤中可以比较容易地将玻璃特征进行提取并识别出来。
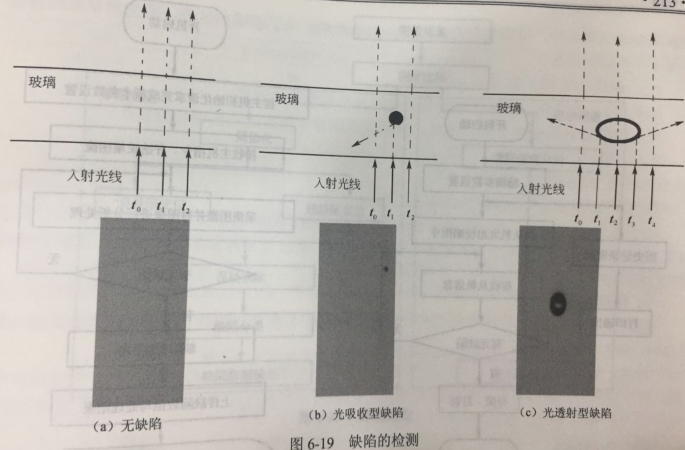
检测原理是:当玻璃中没有杂质时,光线垂直入射玻璃后,出射方向不会发生改变,因而摄像头CCD靶面上探测到的强光信号是均匀的,如图6-19(a)所示,当玻璃中存在光吸收型缺陷时,如砂粒等夹杂,入射光在夹杂表面发生反射,该位置的光强便被削弱,因而CCD靶面探测到的信号与周边相比也相应减弱,如图6-19(b)所示;当玻璃中存在透射型缺陷时,如气泡等,入射光经由空气在折射出去,该位置光强便有可能比周围大,因而CDD靶面探测的信号与周边相比也相应增强,如图6-19(c)所示。分析摄像头采集到的图像信号的强弱变化,便能获取相应位置的缺陷信息。
- 处理器结构
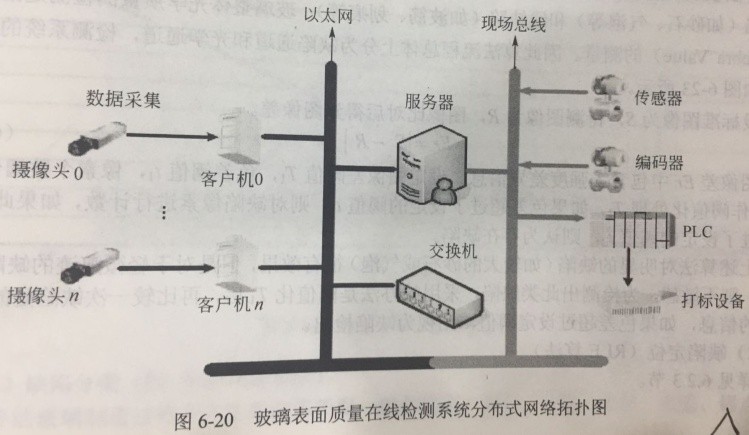
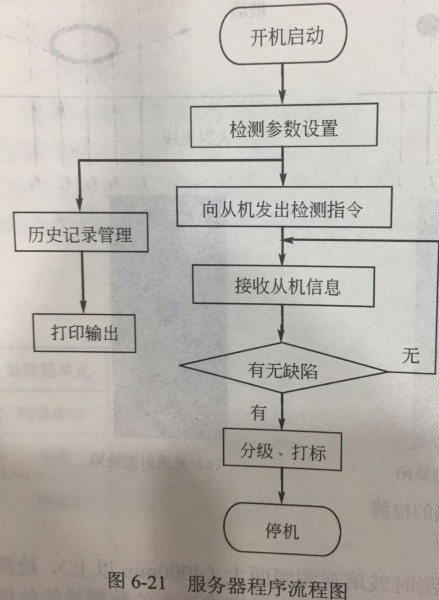
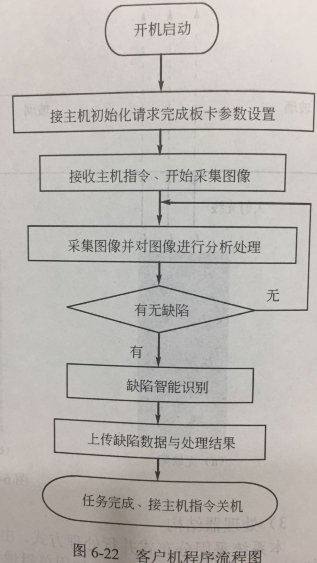
根据玻璃生产的幅面宽度,确定需要的CCD传感器的个数,通常,根据系统的要求,采用n+1方案,即n台客户计算机(下拉机)接n只CCD传感器完成图像数据的实时采集、处理,将数据通过局域网传输到一台服务器计算机(上拉机)所以客户机的数据在服务器进行整合后,给出检测结果。检测系统网络拓扑结构图如图6-20所示。其中,服务器和客户端的运行流程图如图6-21和如图6-22所示。
https://shop1479314641484.1688.com/
http://www.jingxinsztech.com/S
4:光学变形的测量
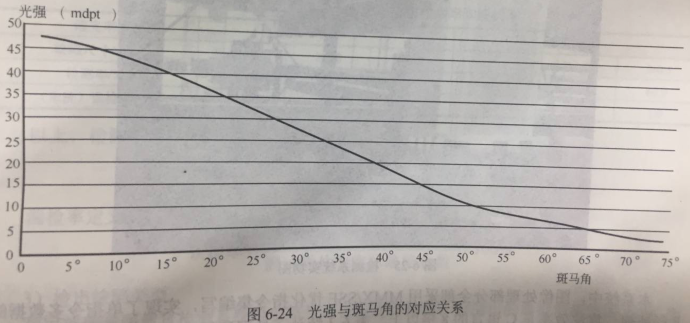
所谓光学变形是指人透过玻璃观察景物时,因玻璃表面的不平整和内部折射率的不均匀而产生的景物变形程度。产生光学变形的主要原因是玻筋(条纹)的存在。玻筋是玻璃生产中性质与玻璃很相近的条状物质,形状不规则也没有清晰的分界。目前国内外都统一采用斑马法来测试评价浮法玻璃的光学变形,斑马角范围为0~90度。
斑马角又称为光学变形角,是反映玻璃透射质量的一个重要技术参数。本系统通过对光强的测量来计算斑马角。光强(单位是mdpt)与斑马角的对应关系如图6-24的实验数据所示。